Industrial Pure Water System
The 1000 m³/day Industrial Pure Water System is a large-capacity RO-based water purification solution designed for continuous industrial water supply.

Turn suitable wastewater into reusable non-potable water for factories, public buildings, municipal projects, and construction sites. Built with pretreatment, MBR biological treatment, activated carbon filtration, ultrafiltration, disinfection, storage, and intelligent automatic control.






The 3000 m³/day Industrial Reclaimed Water Reuse System is a modular water recycling solution designed to treat domestic wastewater, production cleaning wastewater, and mixed non-potable wastewater for reuse. It combines pretreatment, biochemical treatment, deep filtration, disinfection, and reclaimed water storage in one automated process route.
The system uses MBR membrane bioreactor technology as the core treatment stage, replacing the traditional secondary sedimentation tank to separate sludge and water more efficiently. It helps reduce COD, ammonia nitrogen, suspended solids, oil, bacteria, color, odor, and other common pollutants before the treated water is reused.
This reclaimed water reuse system is suitable for commercial buildings, hotels, schools, industrial parks, food processing plants, mechanical workshops, municipal landscaping, scenic areas, construction sites, and temporary industrial zones that need to reduce freshwater consumption and reuse treated water for non-potable applications.






| Technical Point | Provided Specification / Configuration | Buyer Benefit |
| Treatment Capacity | 3000 m³/day / 3000 tons per day | Suitable for large reclaimed water reuse and wastewater recycling projects |
| Core Process | Pretreatment + biochemical treatment + deep filtration + disinfection + reuse | Provides a complete non-potable reclaimed water treatment route |
| Process Flow | Collection, screening and equalization, coagulation sedimentation, MBR, activated carbon filtration, ultrafiltration, UV / sodium hypochlorite disinfection, storage | Supports stable treatment from wastewater collection to reclaimed water storage |
| Core Technology | MBR membrane bioreactor | Replaces traditional secondary sedimentation and improves solid-liquid separation |
| Equipment Types | Above-ground integrated type and buried type | Allows selection according to site layout and installation conditions |
| Main Control Components | Intelligent electric control, liquid level control, self-cleaning membrane module, dosing and disinfection unit | Supports automated operation and reduced manual intervention |
| Protection Functions | Drainage, backwash, overload protection, low-water, full-water, and fault alarms | Helps maintain safer and more stable daily operation |
| Online Monitoring | Turbidity, pH, residual chlorine | Supports real-time water quality observation and water management linkage |
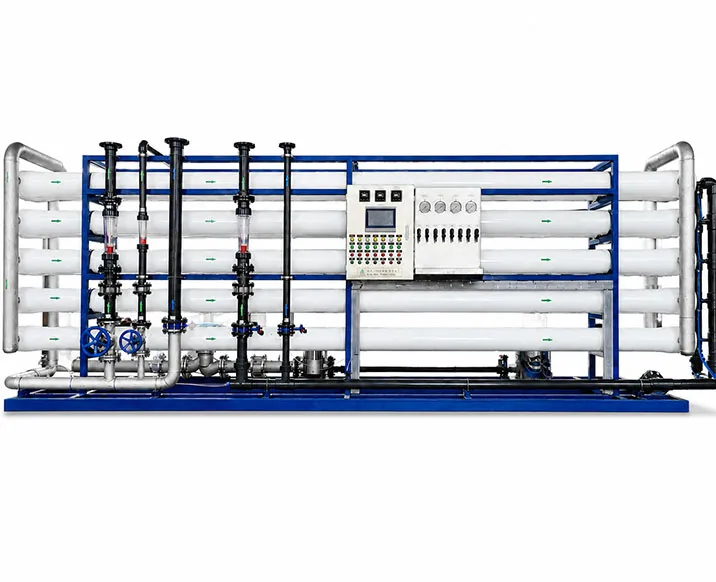
This MBR reclaimed water reuse system treats wastewater through a compact process of collection, screening, equalization, coagulation sedimentation, MBR biological degradation, activated carbon adsorption, precision ultrafiltration, UV or sodium hypochlorite disinfection, and reclaimed water storage.
The front-end pretreatment stage removes sand, hair, large particles, and other impurities to protect downstream membrane components. The MBR membrane bioreactor then separates sludge and water while degrading common pollutants such as COD, ammonia nitrogen, suspended solids, and oil.
After MBR treatment, activated carbon filtration and ultrafiltration further improve clarity, color, and odor control. Final disinfection helps reduce microbial growth, making the treated reclaimed water suitable for non-potable reuse applications such as toilet flushing, landscaping, cleaning, dust suppression, and equipment cooling after project-specific water quality confirmation.
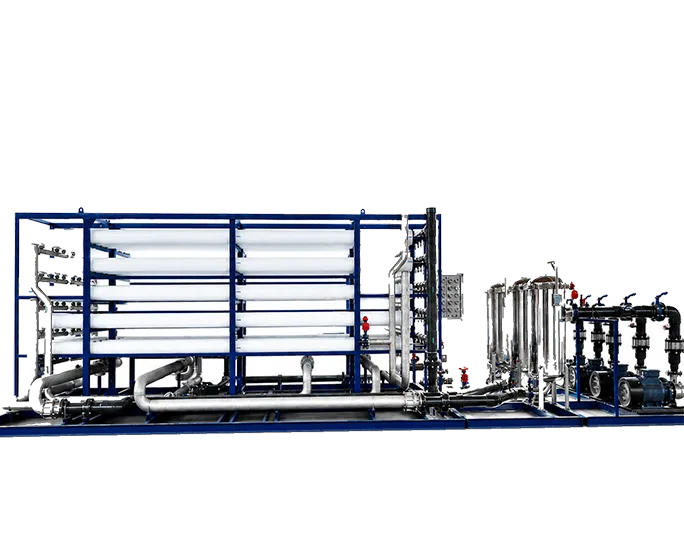
The system is designed as integrated water treatment equipment with above-ground and buried installation options. It is factory-prefabricated and can be connected to site pipework for project installation.
The equipment includes an intelligent control system, liquid level control components, self-cleaning membrane modules, dosing and disinfection units, backwash functions, drainage functions, overload protection, and online water quality monitoring. It can also be linked with a factory water management platform where required.
Technical Q&A & Application Guidelines
The 3000 m³/day Industrial Reclaimed Water Reuse System uses screening and equalization, coagulation sedimentation, MBR biological treatment, activated carbon filtration, precision ultrafiltration, UV or sodium hypochlorite disinfection, and reclaimed water storage.
MBR membrane bioreactor technology combines biological treatment with membrane separation. It helps separate sludge and water, reduce pollutants such as COD, ammonia nitrogen, suspended solids, and oil, and provide a stable basis for further filtration and disinfection.
Treated reclaimed water can be used for non-potable purposes such as toilet flushing, landscaping irrigation, road cleaning, floor cleaning, dust suppression, equipment cooling, rough washing, concrete curing, and vehicle washing after the target water quality is confirmed.
No. This system is designed for reclaimed water reuse and wastewater recycling, not drinking water production. It is intended for non-potable reuse applications based on project requirements and local reuse standards.
Buyers should provide wastewater source, daily water volume, COD, ammonia nitrogen, suspended solids, oil content, pH, target reuse purpose, required water quality, installation method, site layout, and automation requirements.

Tell us your water source, required capacity, target water quality, and application. Our team will help recommend a suitable water treatment solution.
We will reply to your inquiry within 24 hours. For urgent requests, please contact us via WhatsApp/WeChat at +86 13361112895, or call +86 13361112895 directly.
