Industrial Pure Water System
The 1000 m³/day Industrial Pure Water System is a large-capacity RO-based water purification solution designed for continuous industrial water supply.

Reliable RO-based pure water production for large-scale industrial applications.





The 1000 m³/day Industrial Pure Water System is a large-capacity RO-based water purification solution designed for continuous industrial water supply. It uses a simplified and reliable process of pretreatment, single-pass reverse osmosis, UV sterilization, pressure stabilization, and pure water storage to produce stable industrial-grade purified water.
This system is suitable for factories that need dependable process water from municipal tap water or surface water sources. It can help reduce suspended solids, colloids, rust, residual chlorine, soluble salts, heavy metals, bacteria, microorganisms, and large-molecule organic impurities before the water enters key production processes.
With integrated filters, booster pumps, RO membrane modules, online conductivity monitoring, pipe valves, and PLC automatic control, this industrial pure water system is built for B2B buyers in electronics, pharmaceutical, new energy, food and beverage, electroplating, boiler feedwater, laboratory, and chemical production applications.






| Technical Point | Provided Specification / Configuration | Buyer Benefit |
| Daily Production Capacity | 1000 m³/day / 1000 tons per day | Supports large-scale industrial purified water demand |
| Core Process | Pretreatment + single-pass reverse osmosis | Simplified process with lower operation and maintenance complexity |
| Pretreatment Units | Quartz sand filter, activated carbon filter, precision filter | Reduces turbidity, suspended solids, colloids, rust, residual chlorine, color, and odor |
| RO Treatment | High-pressure pump + reverse osmosis membrane modules | Removes soluble salts, heavy metals, microorganisms, bacteria, and organic impurities |
| End Treatment | UV sterilization, pressure stabilization, pure water storage | Helps maintain stable and hygienic purified water output |
| Automatic Control | PLC automatic operation with start, flushing, production, shutdown, and discharge functions | Reduces manual operation and supports unattended running |
| Water Quality Monitoring | Online conductivity monitoring with automatic return filtration when water quality exceeds the set range | Helps maintain consistent outlet water quality |
| Custom Capacity Range | Regular specifications from 0.5–200 m³/h | Can be configured for different production scales and raw water conditions |
This industrial reverse osmosis pure water system adopts a standard industrial RO purification process. The first stage is pretreatment, where raw water passes through quartz sand filtration, activated carbon filtration, and precision filtration. This stage removes sediment, suspended matter, colloids, rust, residual chlorine, color, odor, and larger impurities that may damage or clog RO membrane elements.
The second stage is single-pass reverse osmosis treatment. A high-pressure pump pressurizes the water and sends it through RO membranes. Based on selective membrane separation, the system removes soluble salts, heavy metals, bacteria, microorganisms, and larger organic molecules to produce industrial pure water suitable for general production use.
At the outlet side, the system is equipped with UV sterilization, pressure stabilization, and a pure water storage unit. The whole system supports automatic cyclic water production, low-fault operation, simple control, and controlled concentrate water discharge. Concentrate water can be considered for recovery and reuse depending on the project configuration and site conditions.
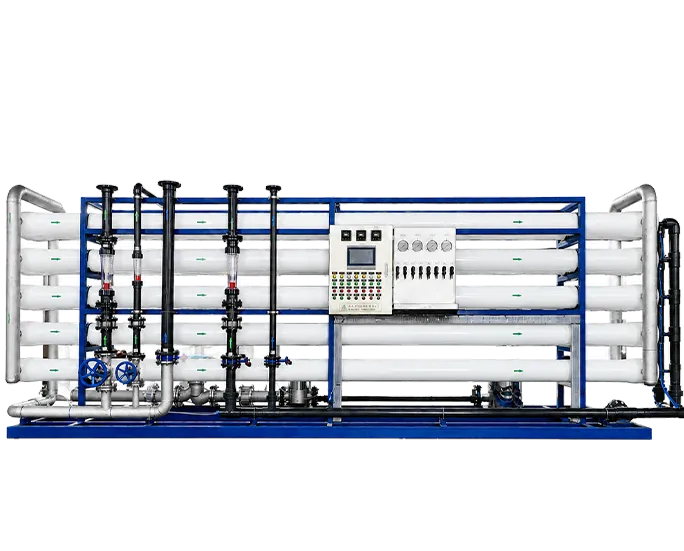
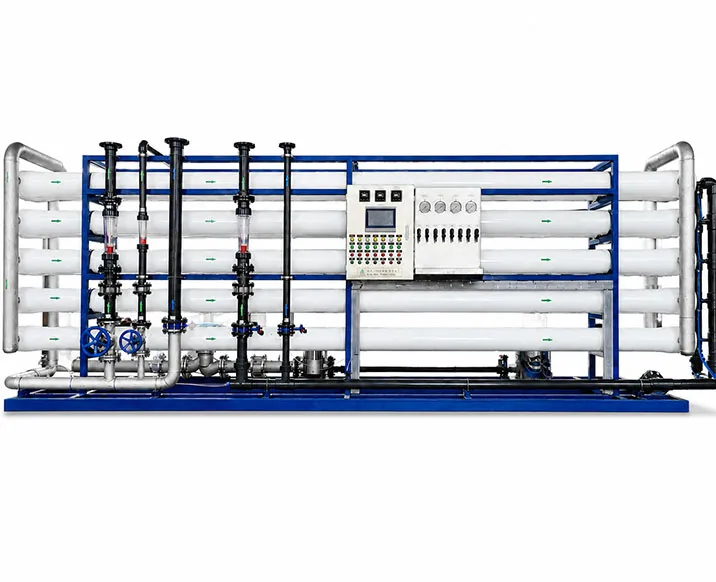
The system is designed as integrated automatic water purification equipment. It combines filtration tanks, booster pumps, RO membrane groups, an electric control cabinet, online water quality instruments, pipework, and valve groups into a complete pure water production system.
According to project capacity and site layout, the equipment can be configured as a compact integrated unit or a split-type large production system. The system body is designed to resist acid and alkali corrosion in complex industrial environments. Process configuration can also be adjusted according to raw water quality, target water quality, and production application.
Technical Q&A & Application Guidelines
The 1000 m³/day Industrial Pure Water System uses pretreatment, single-pass reverse osmosis, UV sterilization, pressure stabilization, and pure water storage. The pretreatment stage protects the RO membranes, while the RO stage removes soluble salts, heavy metals, bacteria, microorganisms, and organic impurities.
The provided configuration is designed for municipal tap water and surface water. If the project uses well water, groundwater, high-hardness water, or special raw water, a water quality report should be provided before confirming the process design.
Yes. The provided regular specification range is 0.5–200 m³/h, and the current product is configured for 1000 m³/day production. Final capacity should be matched with daily water consumption, peak flow demand, raw water quality, and storage requirements.
It can be used in electronics, semiconductor, biopharmaceutical, new energy, food and beverage, electroplating, boiler feedwater, laboratory, and chemical production applications where stable industrial purified water is required.
No. This page describes an industrial pure water system based on single-pass RO treatment. If the application requires ultrapure water, pharmaceutical-grade water, EDI polishing, or special conductivity standards, the process must be confirmed and upgraded according to the required water quality.

Tell us your water source, required capacity, target water quality, and application. Our team will help recommend a suitable water treatment solution.
We will reply to your inquiry within 24 hours. For urgent requests, please contact us via WhatsApp/WeChat at +86 13361112895, or call +86 13361112895 directly.
